
Индукциялық болат сымдарды жұмсарту
сипаттамасы
Индукциялық болат сымдарды шынықтыру процесін қолдану
Индукциялық шыңдау дегеніміз не?
Индукциялық шынықтыру - бұл қазірдің өзінде қатайтылған дайындамалардағы беріктік пен иілгіштік сияқты механикалық қасиеттерді оңтайландыратын жылыту процесі.
Индукциялық болат сымдарды жұмсарту
Біз жоғары сапалы, жылдам айналымды, клиенттерге тамаша қызмет көрсетуді және бәсекеге қабілетті бағаны қамтамасыз етеміз.
HLQ Қытайда индукциялық термопрокаттауды қосқанда түрлі термиялық өңдеу қызметтерін ұсынатын индукциялық термиялық өңдеу саласындағы көшбасшы болып табылады. Индукциялық шыңдау - бұл әдетте индукциялық қатаю процесі аяқталғаннан кейін орындалатын термиялық өңдеу процесі. Қажетті қаттылық диапазонына жету үшін немесе илемділікті жоғарылату арқылы бөлікке беріктік қосу үшін индукциялық қатаю процесіне қарағанда төмен температурада орындалады. Болатты индукциялық шыңдау әдетте бірнеше сағатты алатын пештің температурасын төмендетуге арналған бірнеше секунд ішінде нәтиже беру үшін төмен жиіліктермен жасалады.
Мақсаты:
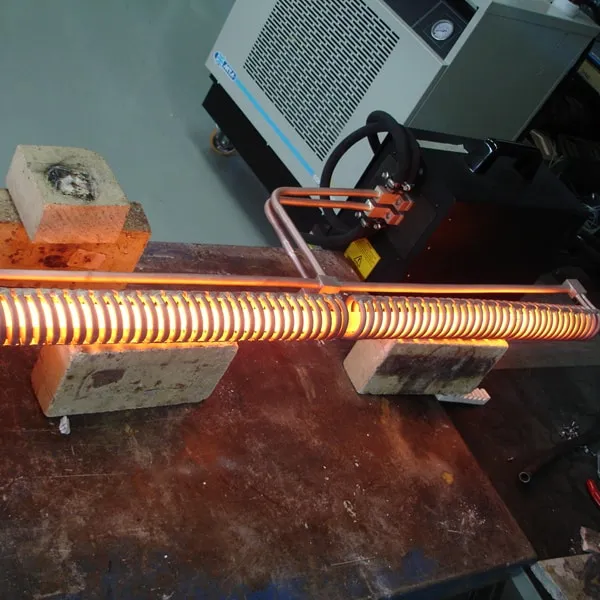
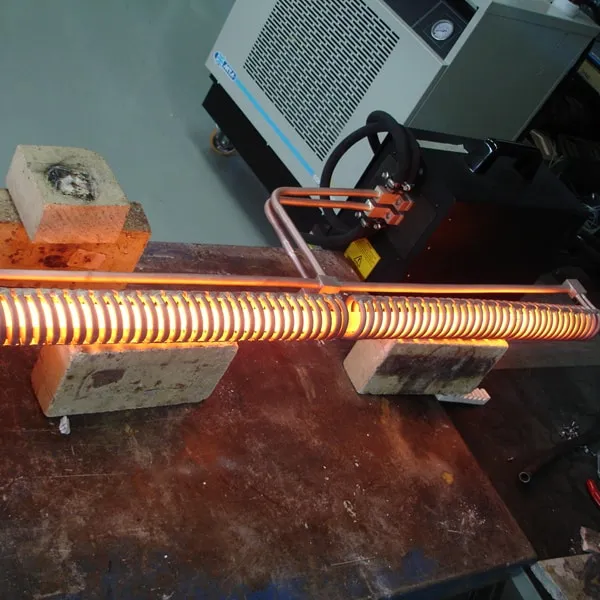
Индукциялық қыздыру индукциялық катушка арқылы өндіріс жылдамдығында сым қоры берілетін үздіксіз шыңдау процесіне қолданылады.
Материал: Диаметрі 3 мм-ден 12 мм-ге дейінгі болат сым
Температура: 1922 ºF (1050 ºC)
Жиілік: 90 кГц
Индукциялық жылыту жабдығы: DW-UHF-60 кВт, 100 кГц индукциялық жылу жүйесі, жалпы ұзындығы 1.0 мкФ болатын сегіз 2 мкФ конденсаторы бар қашықтағы жұмыс басымен жабдықталған
- Сым диапазонын жабу үшін осы қосымшаға арналған үш индукциялық қыздыру катушкалары
диаметрлері.
 Индукциялық температура процесі:
Индукциялық температура процесі:

Сым қоры қырық бұрылыс спираль катушкасы арқылы 6 метр / минут жылдамдықпен беріледі, ол температураны жоғарылату процесін жүргізу үшін қажетті температураға жетеді. Сымның ең үлкен диаметрі үшін ұқсас 20 бұралмалы спираль қолданылады
Баяндау процесі:
диаметрі кішірек сымдарға жылу берілуімен газдалған пешке 6 қоректендіру желілерін күтіп ұстау қажет. Индукция 50% аз энергияны қажет етеді және өндіріс көлемін 90% азайтады
Нәтижелері / артықшылықтары Индукциялық жылу қамтамасыз етеді:
- қуат пен уақытты үнемдей отырып, тікелей сымға жылу
- өндіріс желісіне оңай интеграциялану, өткізу қабілетін жақсарту
- жылуды нақты бақылау
- жылудың сым ішінде біркелкі таралуы
Ол қайда қолданылады?
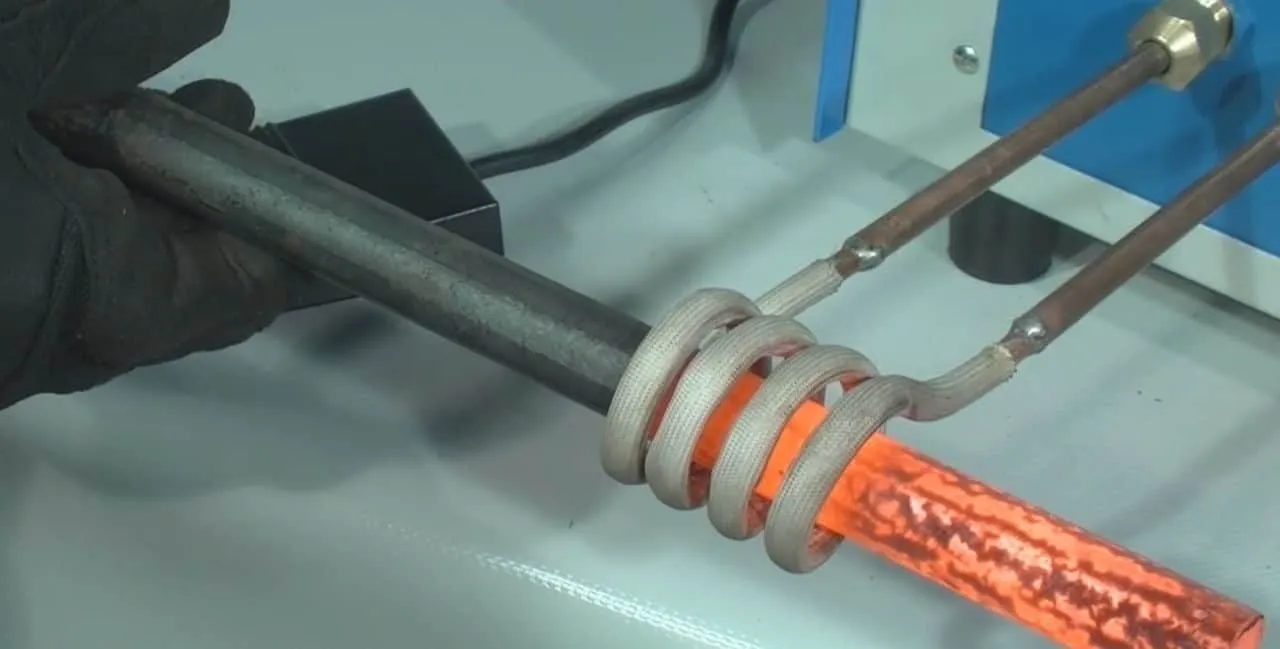
Автомобиль өнеркәсібінде индукциялық шыңдау кеңінен біліктер, штангалар мен жіктер сияқты беті қатайтылған компоненттерге қолданылады. Процесс сонымен қатар түтіктер мен құбырлар өндірісінде беріктендірілген дайындамаларды жұмсарту үшін қолданылады. Индукциялық шыңдау кейде қатаю станциясында, ал басқа уақытта бір немесе бірнеше бөлек температура станцияларында орындалады.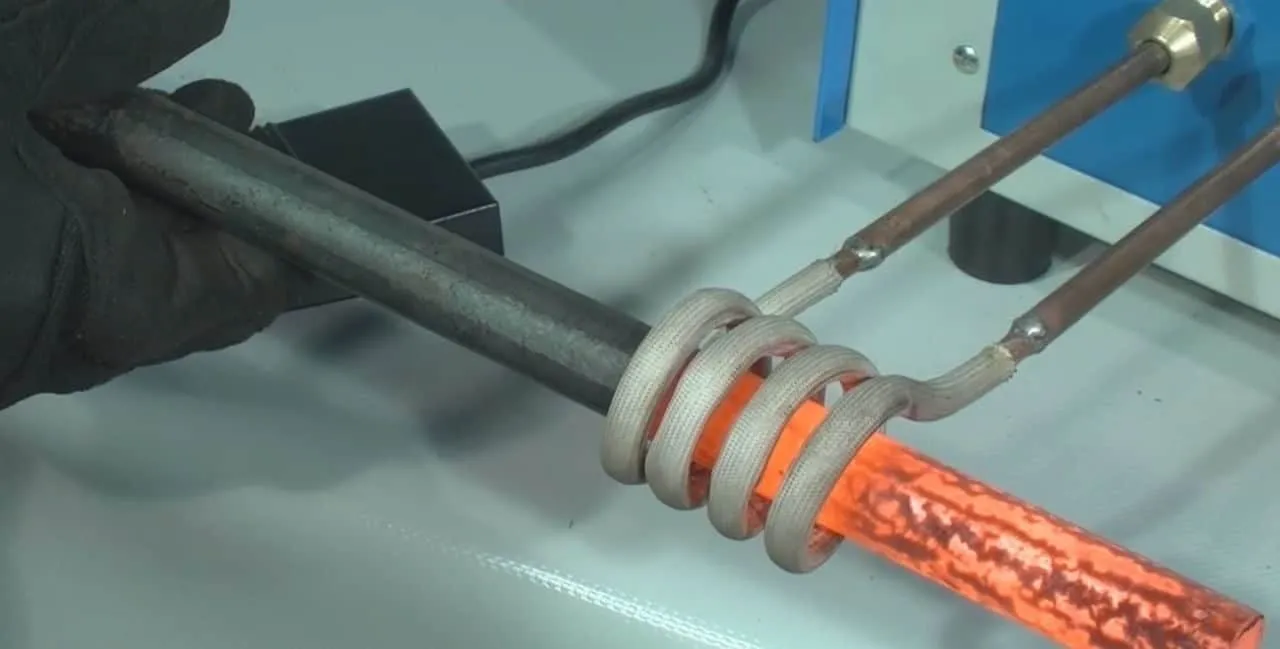
Неліктен индукциялық шыңдауды қолдану керек?
Біздің индукциялық шыңдау процесі тез нәтиже береді. Шынықтырылған болаттарды шыңдау уақыт пен температураның функциясы болып табылады. Индукциялық температурада қыздыру уақыты қысқарады (әдетте бірнеше секунд) және жоғары температура пештің температурасын жоғарылату үшін қажет, бұл бірнеше сағатты қажет етеді. Индукциялық шынықтыруды барлық қатайтылған компоненттерде орындауға болады. Нәтижесінде беріктігі, икемділігі және соққы күші жоғарылаған компонент алынады.
Қандай артықшылықтар бар?
Басты артықшылығы Индукциялық температура жылдамдық. Индукция дайындамаларды минуттарда, кейде тіпті секундтарда ысытуы мүмкін. Пештің температурасы бірнеше сағатқа созылады. Сондай-ақ, индукциялық температура ішкі интеграция үшін өте қолайлы болғандықтан, бұл процестегі компоненттер санын азайтады. Индукциялық шыңдау жеке дайындамалардың сапасын бақылауды жеңілдетеді. Интеграцияланған индукциялық температура станциялары сонымен қатар еденнің кеңістігін үнемдейді.