Индукциялық шөгілетін қондырғы
сипаттамасы
Индукциялық шөгілетін қондырғы
Индукциялық шөгілетін қондырғы 150 ° C (302 ° F) және 300 ° C (572 ° F) арасында металл элементтерін алдын ала қыздыруға арналған индукциялық жылытқыш технологиясын қолдануды білдіреді, осылайша оларды кеңейтуге және басқа компоненттің алынуына мүмкіндік береді. Әдетте төменгі температура диапазоны алюминий сияқты металлдарда қолданылады және жоғары температуралар төмен / орташа көміртекті болаттар сияқты металдарда қолданылады. Процесс механикалық қасиеттердің өзгеруіне жол бермейді, ал компоненттердің жұмыс істеуіне мүмкіндік береді. Металдар, әдетте, жылытуға және салқындату туралы шартқа сәйкес кеңейеді; температура өзгеруіне осы өлшемді жауап термиялық кеңею коэффициенті ретінде көрінеді.
процесс
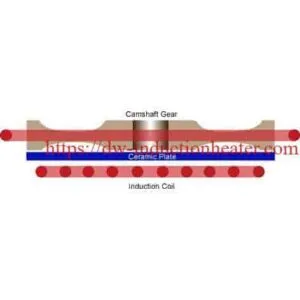
Индукциялық жылу - принципті пайдаланатын байланыссыз қыздыру процесі электромагниттік индукция дайындамаға жылу шығару. Бұл жағдайда термиялық кеңею бөлшектерді бір-біріне орналастыру үшін механикалық қосымшада қолданылады, мысалы, втулканы білікке оның ішкі диаметрін біліктің диаметрінен сәл кішірек етіп орнатуға болады, содан кейін оны білікке сәйкес келгенше қыздырады. және біліктің үстінен итергеннен кейін оны салқындатуға мүмкіндік береді, осылайша «кішірейтуге» қол жеткізіледі. Өткізгіш материалды күшті ауыспалы магнит өрісіне орналастыру арқылы электр тогы металда ағып, I2R материалдағы шығындар. Ағымдағы генерацияланған ағын негізінен беткі қабатта ағып тұрады. Бұл қабаттың тереңдігі ауыспалы өрістің жиілігімен және материалдың өткізгіштігінен туындайды. Индукциялық жылытқыштар қысқышты орналастыру үшін екі кең санатқа бөлінеді:
· Желілік жиілік бірліктері магнитті корпусты (темір)
· Қатты күй (электроника) MF және RF индукциялық жылытқыштары