Индукциялық ыстық қалыптастыру және соғу процесі
Индукциялық ыстық қалыптастыру бұл болттар, бұрандалар және тойтармалар сияқты өндірістік бекітпелерді жасаудағы процесс. Жылу металды жұмсарту үшін қолданылады, ол әдетте қаңылтыр, штанга, түтік немесе сым болып табылады, содан кейін қысым келесі операциялардың кез-келгенін орындау арқылы металдың пішінін өзгерту үшін қолданылады: ыстық тақырып, дайындама, тесу, ойық, тесу, кесу. , қырқу немесе иілу. Сонымен қатар, дайындаманы жылыту индукциялық ыстық қалыптаумен жақсы жүретін процесс болып табылады.

SAMSUNG DIGITAL CAMER заманауи индукциялық қыздыру басқа қыздыру әдістеріне қарағанда көптеген артықшылықтар ұсынады және көбінесе қосымшаларды байланыстыру үшін қолданылады. Индукция арқылы жылыту минималды уақыт ішінде сенімді, қайталанатын, жанаспайтын және энергияны үнемдейтін жылуды қамтамасыз етеді. Индукциялық жылу желінің өндірістік процестері үшін өте ыңғайлы, себебі қайталанатын, жылдам және дәл жылыту циклдарын жасай алады.
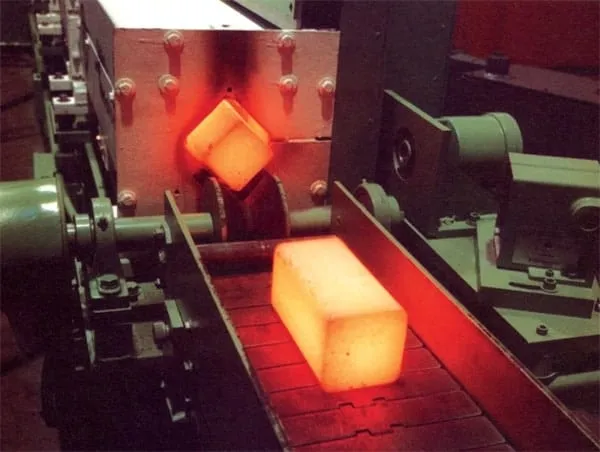
Ыстық қалыптау және соғу, ыстық штамптау және экструзия оның деформацияға төзімділігі әлсіз температураға дейін қыздырылған бөлікті қалыптастырудан тұрады. Ең жиі қолданылатын өнеркәсіптік материалдардың шамамен ыстық түзілу температурасы:
- 1100-ден 1250 ºС дейінгі болат
- Жез 750 ºC
- Алюминий 550ºC

Материалды қыздырғаннан кейін ыстық қалыптау жұмысы әртүрлі типтегі машиналарда орындалады: механикалық соққы престерінде, ию машиналарында, гидравликалық экструзиялық престерде және т.б.
Соғуда қолданылатын бастапқы материал дөңгелектелген шпилькалар, квадраттар (дайындамалар) немесе штангалы материалдар түрінде ұсынылған.
Бөлшектерді жылыту үшін әдеттегі пештер (газ, отын) қолданылады, сонымен қатар индукцияны да қолдануға болады.
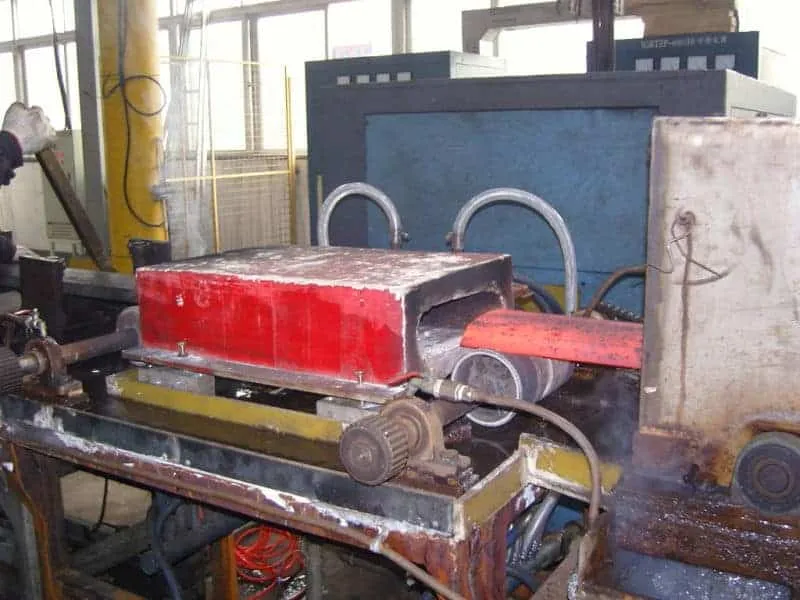
Индукциялық қыздырудың артықшылықтары:
- Материал мен энергияны үнемдеу және икемділік
- Үлкен сапа
- Процесті басқару
- Қыздыру уақыты әлдеқайда қысқа
- Аз қышқылданып, шкаланың түзілуі өте төмен
- Қолданылатын температураны оңай және дәл реттеу
- Пешті алдын-ала жылыту үшін уақыт қажет емес (мысалы, демалыс күнінен кейін немесе ол көп уақытты қажет етеді)
- Автоматтандыру және қажетті жұмыс күшін азайту
- Жылу тек бір қалыптастыру аймағына ие бөлшектер үшін өте маңызды бір нақты нүктеге бағытталуы мүмкін
- Үлкен жылу тиімділігі
- Ауада болатын жалғыз жылу ретінде жұмыс жағдайлары - бұл бөлшектердің өздері
Процесс соғу және ыстық қалыптау автомобиль, теміржол, аэроғарыш, мұнай және газ, тізбектер және соғу сияқты көптеген өнеркәсіптік салаларды өндіруде кең таралған процесс.
